�����X���b�h�`�����Č^�Ƃ�[�ȁ`18 [���f�]�ڋ֎~]©2ch.net
�� ���̃X���b�h�͉ߋ����O�q�ɂɊi�[����Ă��܂�
>>187
����͒P�ɓK���ȑf�ނ�
�I���ł��ĂȂ������B
�^�c�݂ɑΉ��ł���悤
�e�Ѝd�x�Ⴂ��p�ӂ��Ă���B
�q�[�g�v���X�ʼn��M�����A
�������胀����������ۂ�
���x�o��Ǝv�����B >>189
���X�x���Y����w
���O�������Ă���@���_���ȗ��R�͂��������
����͎����Ŏ��ۂɂ���Ă��炩��l���悤��
�G�A�v���f���[����w >>171
����傫���Ȃ�Ƃ킩���Ă�Ȃ畡�����Ȃ��Ă����菬�����h�[���̌��^������ޘb�����
���Ɨ��ʌ^���K�v���邩�H
�o�L���[�����O�ʌ^�ŏォ�牟�������肵�ē��O�ŕʂ̖͗l�Ƃ�����́H >>194
�Ƃ肠������Ǔ_�̃N�Z�������� >>193
���ۂ̌`��͍�肽���{�l����������Ȃ����A
�ǂ̕��@���{�l�̃X�L���Ɍ����Ă邩�킩��Ȃ��B
�܂��A���ł��邱�ƂŃx�^�[�Ȃ��̂����̂��A
�Z�p�K���ڎw���ă`�������W�������̂���������Ȃ��B
��������ȏ�b���Ă��Ӗ��Ȃ��Ƃ͎v���B
�������������{�����g�����Ď��_�Ő^���A
�ʎY����Ȃ����ł��ނȂ��^�B
���\���[���h�Ȃ��A�ȒP�ȃL���b�v���傫�߂̂��̂Ȃ�
�P�Ƀ��X�^��������ăq�[�g�v���X����B �r��X���̖͌^�ɂ����āA���̖��̒ʂ萶�Y���̂���ǃX���Ȃ̂ɁA�}�E���e�B���O����݂����Ȃ̎~�߂悤��c 1mm�����n���o�����h�����Ō��^(��������������)�Ɍ�����������J���Ďc����Y��ɍ���1mm�������Ȃ�̂ł���Ńo�L���[���t�H�[������ �����̖��ʂ͑������Ǒ�Ă��^���Ⴞ�߂Ȃ́H
���Ɩʐς���G�|�L�V���ĂȂ����ɂ����C������
�܂��N���A�����Ηǂ����� ���^�̒i�K�Ńs�J�s�J�ɖ����ċ��ʎd�グ�ɂ��Ă����A����Ȃ�ɕ����i������������̊y�ɂȂ�� ���̂��g������荇�킪�����N�����Ă�s�v�c��
�����̑O�Ɍ��^�̐��x���グ�Ē�グ
�n���[�Ȋ�b�H�삪�A������h���̍ۂɔ��f����
��Ղ͑厖����
�q�[�g�v���X/�o�L���[���t�H�[���̘b����o�Ă��
�����p�[�c�̌^�o���Ɍ����Ă�Ȃ�Ęb�����������A
�������W���Ȃ�Ă̍�������
�l�b�g�ł̏�L�̂��Ղ���l�b�g�ʔ̂Ȃǂɂ��(�H)�i����������
��������r�b�N�����܂� �Ȃz���Ō���Ă�z���������� �p�b�ƌ��A����ς肱�ꂾ����R�l�ߍ��p�[�c���e�ςɑ��āA
�������牺�Q�[�g�܂ł̓����܂肪�߂��Ĉ�����������|�����Ȃ�����A
��������邭�炢����Ă��ǂ����Ȃ���ԂȂ̂��ƁB
���̌^�̂܂܂łǂ��ɂ�����Ȃ�A���Q�[�g�͂������������̂ŁA
���Ȃ��Ƃ���ԉ��̃p�[�c��e�ϑ傫���p�[�c�ւ̃Q�[�g���i�ł���ΑS�������ǁj
�����ƃK�b�c�������W���o�W���o�����悤�ɂ���̂��őP�ƁB
�Ⴆ�Ε������ł��O�p�̃Q�[�g���l�p�ɂ��邾���ŗ��ʂ��Ȃ葽���Ȃ��B
�ו������̒��������A���ΊȒP�Ɍ@���̂Ŏ����Ă݂ẮB
���ƁA�V���R���č�������ł��邾���O�������Ȃ��P�`�P�`�ō�肽�����ǁA
�p�[�c�ⓒ������O�ǂ������ƃN�����v�Œׂ�A���W���_�_�R��̌����ɂ��Ȃ邩��A
���������]�T���̂��K�v���ƁB�^�s�ǁE���`�s�Ǘ��l������ɂ��܂Ȃ��̂����S�B
�c�O���͓�������2�{���炢�ق������A�������Α��Ȃ�ĂقƂ�NJO�������Ċ�Ȃ������߂���B
�����E�����܂�̑Ζʑ�����������艓���A������������Ԏキ�Ȃ�ꏊ�Ȃ̂ŁA
�e�ς̑傫�߂̃p�[�c�͂Ȃ�ׂ��Q�[�g���Ɋ郌�C�A�E�g���������ƁB
�܂��A�v�����đ傫�߂̃p�[�c�������W�߂������܂肽���Ղ�̌^�A
�ׂ��������ȃp�[�c������W�߂��^�ƁA����̌^�ɂɕ�����̂��������Ǝv���B
�^�ɗ]�T���������邱�Ƃɉ����A���X�p�[�c���o���Ƃ��̒lj��𗬂��̂��y�B
�ʎY���Ȃ��Ȃ炠��܂�W�Ȃ����������ǁB
�Ǝ҂łȂ������܂Ŏ��O�m�������Ȃ̂ŁA�Ԉ���Ă�Ƃ��날��Ώڂ������t�H���[��낵���ł��B �Ō�Ɍ����邭�炢�Ȃ�ŏ�����o�����Ȃ� �p�[�c�ɗ����Q�[�g���ׂ��ĉ����o���Ȃ��̂��������� >>204
��̂�>>205�Ɠ��������ǁA�u���v����Ȃ��āu�Q�[�g�����̒f�ʐρv�Ɓu���Ԃ�����̗��ʁv��
�ۖ_�g���Ă郁�C����L�������i�[���̂̒f�ʐρi5mm�ۖ_�H�j�͏\��������
�e�p�[�c�ւ́A�q�����Ă�Q�[�g�̈�Ԓf�ʐς��������A�����Ȃ��Ă�Ƃ��������{�g���l�b�N�Ȃ̂�
���̋����Ƃ���Ⴆ��90�b�Ԃʼn�ml����邩�~�X�̃p�[�c�̑̐ς͂ǂ�ʂ��~�p�[�c�����w�ɏd�Ȃ��Ă邩
�ōl����ƈ��|�I�ɂ��ꂼ��̃Q�[�g����������
�^����蒼���Ȃ���ł���A���邱�Ƃ͈�ԉ��̃p�[�c�ւ̃Q�[�g�������L���ĂƂɂ����������邱�Ƃɐs����
2�w��3�w�ڈȍ~�ƁA��̃p�[�c�ɂȂ�قǍL����K�v�͌����Ă��邪
�����̒�����10���V���b�g�������Ė��ʂȃp�[�c�������́A�������v����ǂ��L�����������_�q����͌��S
�p�[�c�ɂԂ��Ƃ��Q�[�g�Ƌ�C���������ăJ�b�R�����͕̂������Ǝv���Č������߂�
�^����蒼����ł���A��Ԙb�������̂̓p�[�c���d�˂���L��1�w�����ɂ�����
�Ԃ��Ƃ��Q�[�g�����č\��Ȃ��傫���p�[�c�����ɂ��āA���ׂ̍���C�����ŏ\������鏬�����p�[�c����ɂ�����
�Q�[�g���̒f�ʐς𑝂₷���߁A�K���v���̃A���e�i��[�̕s�v�����݂����Ȕ�̃Q�[�g��\�ߌ��^�ɂ��Ă����Ƃ�
L��1�w�����ō�낤�Ƃ���ƌ^�����c��ɂȂ邪�A�����̓c���[�`���̃��C�A�E�g�ɂ����
1�w�^�Ƌ�C�����o�H���d�˂āA1�V���b�g��20�`30�̃p�[�c���X���[�Y�ɔ������Ƃ��ł��邪�A�܂������������x������Ȃ�
�܂���1�̃p�[�c�ɕK�v�ȓ��ʂ��m�ۂ��邱�Ƃ��l����
�Ƃɂ����S�p�[�c������Ȃ����Ƃɂ́A�L�b�g�̐��i��1���o���オ��Ȃ������ �l�ߍ��݂������B
3�ɕʂ���B
����Ȍ^��������������S���Ȃ��ች�x����Ă����Ȃ��B �����Ȃ��ꍇ�̑Ώ��Ƃ��ẮA>>205,208�Ɠ��ӌ�
���ƒlj�����Ȃ�A�t�̊h�a�Ɏ��Ԃ��������ĂȂ������Ă��ƂƁA
��̃R�̎��`�̃p�[�c�́A������Ă����W���̎��k�ŋ��ł����Ȃ��̂��Ă��Ƃ���
�l�I�ɂ͔z�u�̖��x�͖��Ȃ��Ǝv�����ǁA��Ɠ����̔��Α��̗]�T���Ȃ����� 204�ł��B�F���肪�Ƃ��������܂��B
�l�ߍ��݂����Ȃ�ł��ˁE�E���Ă�������̂悤�Ƀp�[�c�͂ǂ���������̂ŁA�Ƃɂ���
��̌^�ɏo���邾������Ă�낤�Ǝv���Ă���Ȍ^�ɂȂ�܂����B�p�[�c���߂ɔz�u����
���W���̗���铹�Ƌ�C�������錊���J����I�b�P�[���Ǝv���Ă܂����B
�Ƃ肠������ԉ��̃Q�[�g���L�����悤�Ǝv���܂��i�^����蒼���������ǃV���R������Ȃ̂Łj >>212
>>208�ł͂���ԉ��̃Q�[�g���ď�������������A�v�͉������̃p�[�c�̃Q�[�g�Ƌ�C�����S�����Ă��Ƃ�
���ꂼ��̎}�̈�ԉ��̃p�[�c�Ɋւ��Ă͏\������Ă�̂ŁA���ꂪ����1�w�����̌^��������Q�[�g�̑����͏\������
2�w�ڂ̃p�[�c�̃Q�[�g���Ă̂�1�w�ڂ̃p�[�c�̋�C���������̂܂܌��˂�̂ŁA���ꂼ�ꑾ�����Ȃ��Ƃ����Ȃ�
��ԉ���1�w�����ł���d�����Ԃ܂łɏ\�����ꂽ���̂��A���ꂪ3�w�A4�w�Əd�Ȃ��Ă��x��
1/3�A1/4�̎��Ԃ̂����Ƀp�[�c�̏�܂ŗ����Ȃ��Ƃ����Ȃ��Ȃ�̂ŁA�w���d�˂�̂̓L�c���Ƃ�������
�p�[�c�̎߂̔z�u�̎d���ƃp�[�c�̌����A�Q�[�g�Ƌ�C�����̈ʒu�Ɖӏ��Ɋւ��Ă͊T�˓K��
�p�[�c�̋l�ߍ��ݕ��̖��x�Ɋւ��ẮA�Q�[�g�������Ȃ邱�Ƃ������Ή��͏\���s����͈͂��Ǝv���Ă�
����1cm�ȉ��̏������Ĕ����p�[�c���������Ȃ̂ŁA�O���̃V���R���̗]�T��^�̌��݂��\���A
�^�̘c�݂�R��̐S�z�͓��ɂȂ��Ǝv�����A�w�����w�̊��ɁA�o�H�ɏ\���ȗ��ʂ��m�ۂ���ĂȂ��̂��Ƃɂ����ǂ��Ȃ�
���͂��������������ꂽ�^�����̂ŁA�o�H�̎��̂��߂Ɍ^�ʐς����1.2�`1.5�{�����т� �N���ǂ�łȂ��Ƃ���w����҂ł��� >>210
�^��ɂ���ɂ͍ŏ��̓����܂肪����������
>>212
100�ςŘR�l�����Ă��ē����ɓ˂����ނ̂����ɂ��邱�� >>215
�J�b�e�B���O�}�b�g�����ĂȂ��������A������Ǝʂ��Ă�OLFA�J�b�^�[�Q�l�ɂ����
������̃Q�[�g����10�ɓ͂��Ȃ����炢���낤���ˁH
�V���R����L���ē����܂���킯�ɂ������낤����A�����͌��ׂ̍��R�l�˂����߂�
�^��Ή��͏o����� �^�̏���K���e�[�v�ʼn��������邮�����ĉ�������ē����܂�ɂ���悢 >>217
������Ɠ����ȊO���痬�ꍞ��ŕԂ��ăG�A�������Ȃ��Ȃ邼�B
�ǂ��炩�ƌ����˘R�l�g���̂��œK�B >>215
>>210
�́u���g���^���肷��ۂɂ́v���Ă��Ƃ���H
�Ȃɂ��u�����܂肪���Ȃ��v���悗���� �Q�����ŕ��͂̂���肾���ŁA�^�̐v�̘b������Ƃ������ł��� �F����ꂳ�܂ł��B
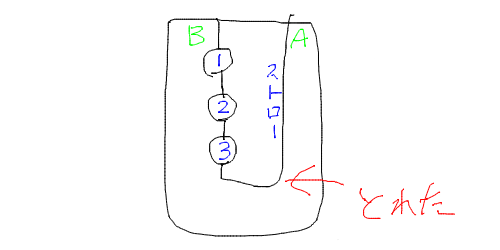
���͐^���C���ʼn��S�ɏڂ��������̂ł����A�̂̃x���O����̉��S���^�i���Ă��烉���i�[�i�G�A�������ۂ���j�ɎO�p�`�̏o�����肪���X�L���ł���ˁB
���̏o������i�^�ɐ荞�݂������Ă�Ƃ������Ƃ��ȁH�j�͂ǂ�������ڂ��ʂ������Ȃ̂ł��傤���H
�]���ł͌��Ȃ��C�����܂��̂ŒP�ɉ��H�̓s���Ȃ̂����m��܂��B ���߂ẴV���R���^���B�p�[�c��S�y�ɖ��߂ăp�[�c���m�̓����i�[�Ōq���Ń��W���������ݒʘH�p�̃X�g���[�̗��[�ɔS�y���l�߂ăV���R�������ɓ���Ȃ��悤�ɂ��ĔS�y�̏�ɒu���B
�V���R���𗬂�����A�X�g���[���v�J�`���Ɓc����ᕂ����Ȃ��Borz
�R�C�c�͒��߂Č^����蒼�������������ł����H����Ƃ���ōa�@��ł��܂����H �}�ŏ����Ă���A�������Ă邩�����ς蕪������ A���烌�W���𗬂��ĕ��i3�A2�A1��ʂ���B�����W���̏o���B�Ƃ��낪A����3�̒ʘH�ɂ��Ă����X�g���[���O��ĂȂ��Ȃ��Ă��܂��Ă�̂ŁA���̌^���g�����Ƃ���ƌ����@�蒼���Ȃ��Ƃ����Ȃ��ł��B
�^����蒼�������������ł����H
 >>225
>>225
��蒼���Ȃ猳�^�p���Ȃ������Ă݂鉿�l�͂��邾��
�Жʗ����������Ȃ�E�E�E���͍�蒼������ ���肪�Ƃ��B�Жʂ����Ȃ̂ł�蒼���܂��B >>225
�����}�������nj^�v�I�ɂ͕��i�d�˂�̂͗��������炷��ƈ���iA �� 3 �� 2 �� 1 �� B�j
��{�I�ɂ͉����сiA �� 1 �� B �E A �� 2 �� B �E A �� 3 �� B�j�̌^���]�܂����ł� �V���R�[���o���A�̒��F�A�L���X�g�i�[�������b�J�[�V���i�[�ƃG�i�����h���������������q���ׂ����Ȃ��č�����₷���� �ȑO�́A�V���R�������̂ɂɃV���R���Ђ������Ă����ǁA�ŋ߂͂��Ȃ������ǂ����ĕ������̂ł����A�ǂ�ȗ��R�ł��傤���H
�������V���R���Ђ̍d�����ǂ��Ƃ������Ă̂ł����c �܂��������オ���ĂȂ�80�N���kg 6000�~�Ƃ������V���R����������ł��P�`�邽�߂̋���̍�����
���͈����Ďg���₷���V���R�����e�Ղɓ���ł���̂�
�債���ߖ���ʂ͂Ȃ����ʂɂ���Ă�20�`30�p�[���x���������Ȃ��̂ŁA��������ԂɌ�����Ȃ�
�܂����͎藬���ł������̃R�X�g���͐��`�i���̍����̕����d������̂�
���肱���Đ��`�i�ɘc�݂Ƃ����e���^���郊�X�N�ƁA�^�̕ۉ��Ǘ��Ƃ����i�����̎�@�����Â炭�Ȃ�_
�ߖ���ʂƍ��i���𗼗����悤�Ƃ���Ǝ�ԂƎ��Ԃ��A�z�炵�����ƂɂȂ�̂ŗ��s��Ȃ�
���͂Ȃ����ǃq�}�͂���w����A���g�̎������l���Ȃ��j�[�g���ꂪ�h���炷��̂ɂ͂����l�^ >>233
>>234
�Ȃ�قǁA�V���R���`�b�v���o�����Ԃ��l������A�V���R��2500�~/�`��lj��������������ł��ˁc ���ׂĂ��͂����肵�Ȃ��������ǁA���W���ɒ��F����ꍇ
�L�V�����^�C�v�̃E���^���c���b�J�[�h��
�m���L�V�����^�C�v�̃E���^���i�����x�[�X�j�c�G�i�����h��
�G�|�L�V�c���b�J�[�h��
�ŗǂ���������
�܂�Mr�L���X�g�i�[�Ƃ�EX�g�i�[�Ƃ�NR�N���A�J���[�g���������ǒ��F�ς݂̕����y���� �ƂĂ��ȒP�ȃp�\�R�����ł��������ɂȂ�����
�S������l���������������B
�O�[�O�������ˁw�������ɂȂ肽���@�����\�b�h�x
617PZ ����t�B�M���A�̕����Ő^��E�A��g���Ă����
�d������3���`5�����炢�̃��W���ĂȂ�����
�|���v�����قǃp���[�����̂łȂ�ׂ����Ԃ̗]�T���~���� >>238
����Ȃǂ����H
�g�������ƂȂ����珑���Ă�����e����ǂ�Ȑ����̃E���^���Ȃ̂��A�z�����邾��������
ttp://www.heisengp.co.jp/products/handk/pdf/hei_cast_3751.pdf >>239�̂�͖��F����������
�������͓̂����A�x�[�W���A���Ƃ���݂�������
ttp://www.hiro-tech.co.jp/pdf/3166.pdf >>239-240
�����L��A�H�Ɨp���W���Ċ������ȁH
���������̂Ńn�C-�L���X�g3166�̕�����ʂŔ�����Ȃ為�Ў����Ă݂���
�iABS���C�N�ȕ������Ă����̂͂�����Ɖ��H�����S�z�����ǁj >>241
WAVE�̃E���^���Ƃ��Ɣ�ׂ�ƁA�d���̂͊m������
�ł��܂��A�������ׂĂ݂���Ē��x���낤��
����͂�����Ɩʓ|�����ȁ[
���ʂɒʔ̌�����Ȃ���Α㗝�X�T���ēd�b���邵���Ȃ����낤�� >>242
���낢��T���Ă݂����Lj�ʔ̔��͂��ĂȂ����˂�
���Ɖ��߂�>>240�ǂނƗ\���E�A30���A������O�ɂ܂��E�A�A�d����45���ȏ���Ă̂�
����ϖ͌^�E�t�B�M���A�p�r����Ȃ��Ԃ��Ƃ̎�Ԃ͑����̂��� �^��|���v�ς�����V���R���E���W����\�M�����ق��������I�ł́H �t�ɗ�₵�������d�����Ԓx���o����̂ł́H >>243
���}�n���Y�Ƃ��A�t�B�M���A�p�̃n�C�L���X�g�u���Ă�X�Ɏ��ł�����̂������Ă݂���ǂ����낤�H
�ʖڂȂ炢�悢��㗝�X�T����������
��Ԃ͂����邵�A���H���������t�B�M���A�p���d�����ĕ��ʓ|��������Ȃ�����
�ޗ���̍��������݂ŁA�������Ԏg��������\��Ȃ�g�[�^�����Ɛ^��|���v�ς�������������������Ȃ�
�^�Ƃ��ޗ��Ƃ��A��₵������ƕ����o�Ȃ����낤�� >>244,246
�������ȁ[����σ|���v�����͂ɂ��Ď��ԒZ�k������������I�����
>>247
�������180�b�g���Ă邯��
�Ȃ��Ȃ���肭�����Ȃ����Ƃ��邩��ʂ̍ޗ��������Ȃ��Ďv���� ��肭�����Ȃ������Ƃ����̂��킩��Ȃ�����
��̂͌^�̐v���܂����ꍇ������ �|���v�̔\�͑���Ȃ���ΔS�y�Ƃ��Ő^�̗e�ʌ��点�Ηǂ��̂ł́H
����ł�����Ȃ���|���v�������ˁB >>248
�|���v�����������߂���A���t�I�N�̒��Âł��T����̂����̂�2�����炢�ł���
���ƃI�C���̗ɂ����� �I�����^��͂܂��|���v���\������u���Ă�������厖���Ǝv���B
�d�����x�����̎�����180�b�d���^�C�v�ł������Ɗ����Ă���Ȃ�A
���������^��E�A�p�̃|���v�Ƃ��Ă͈��|�I�ɔ\�͑���ĂȂ��Ǝv���B
�i���ƃ|���v�̐��\����������������̓I�ȃA�h�o�C�X���o�邩�Ɓj
�����͎藬�����^�ŒE�A�@�̓V���R���E�A�����C���Ȃ̂�
25�Z���`������120L/m�̃|���v�ʼn^�p���Ă邯�ǁA
���W���̒��^�ɂ͊��̌��Ԃ��l�߂č��̎����łȂ�Ƃ����ă��x���B
���͒��^�p��200�`250L/m�|���v�ƁA
���ԋl�߂Ȃ��Ă����i�܂��͋l�߂₷���j�悤�ɃA�N�����̎l�p���������Ǝv���Ă���B �^��E�A���Ă悭�m��Ȃ����ǁA�^�̓������C�����̌�����C�A���{�R�{�R�����Ă��́H >>254
���ۂƂ��Ă͂����Ȃ�܂����^��E�A���Ė��O���炵�Ċ��Ⴂ����l�����邯��
���`�I�ɂ͔����ɂ����p�[�c�ɓK���Ă��鎖�ł����ċC�A�͕����I�Ȃ��̂������肵�܂� �����̃��f���O���t�B�b�N�X��(�S����)���������W������
����ς�l�̃V���R���^���Ėʔ����Ȃ�
�x���O�̉��S�E�A�^�����ǒ��S���̃R�}�����U�C�Nw�Ƃ� >>256
�ǂ�Ȋ�Ɣ閧������̂��C�ɂȂ邺 >>257
�������ǒP�ɑ��̐l�̕����ϑ��i�������Ă��̂��B���Ă������̂悤�Ɍ������B
�����Ō����m�������Ɨ\�z�B �x���O�͉��S�Ɋւ��Ă͂��܂茩�����������炵���̂ŁA
�������܂Ńp�[�c�z�u�Ƃ��������̂�������Ƃт����肾�����B
���̃��U�C�N�ʐ^�ł̓R�A�̌��������Ȃ�������
������₷���`�Ŏʂ��Ă���Ȃ��H ���߂ĕ������Ă݂悤�Ǝv���̂ł����̂�����S�y�̓������G�肪���Ȃ��߁A�S�y���߂��l������S�O���Ă��܂��܂�
���S�y�ȊO�ŔS�y���߂Ɏg����}�e���A��������Βm�肽���ł�
�X�J���s�[��b�N�X�E�N���C������S�y�̑���Ɏg������������̂ł����E�E�E >>260
�����V���R���g���Đ�^�ɂ�����S�y�s�v�����炢����Ȃ� �������f�W�^�����^�ŁA
���ߍ��݂܂Ŋ܂߂�A�ʁEB�ʌ��^���o�́A
���V���R�����������܂ł���Ă݂���H >>262
>���ߍ��݂܂Ŋ܂߂�A�ʁEB�ʌ��^���o�́A
����3D�v�����^�̐��x���Ƃ���͓�������ȁ[
MODELA�Ƃ��؍�n�łȂ�ǂ��ɂ��c�H ���w�Ȃ���v����B
FDM�͂ǂ�����Ă��������Ǝv�����ǂȁB �؍�n�ł͍��݂�����3D�v�����^����ʓI�ɂȂ�
�����Ԃ�O�������Ă�l���邵�B
�Ǝv�����炿�傤�ǂ����^�C�~���O��
��̃J�j�J�}�P�[�X�̐l��
���w�o�͋@���V���R���ł���Ă��B����Ɏ蓮���o���^�܂ł���Ƃ邵�� >>261
���̕��@���y�����ł��������m��܂���
�������Ă݂܂�
���肪�Ƃ��������܂��� �V���R����ߖ�ׂɐp���g���ꍇ�����邯��
�p�̑���Ƀ��W���ɂ��Ă���薳���ł��傤���H
�g�p���郌�W���̓E�F�[�u�̂��̂��g���\��Ȃ��ł��B
�L�k����̂Ŗ����ł����ˁH �g���\��Ȃ��ł��ƕϊ����ꂽ����
�g���\��ł��B�̌��ł��B �܂��������M�ŕό`���Ȃ�����o�b�N�A�b�v�ɐp���g��
�킴�킴�������W�����g���Ӗ����Ȃ�����H����Ȃ�S���V���R���g�����Ďv������ ���̏ꍇ�A�p�o�b�N�A�b�v�͈��肵���N�����v�ƁA����ɂ��ʎY�H���ł̎�Ԍy���̂��߂�
�������������̃V���R�����ߖ邽�߂ɂ킴�킴������K�v���������Ȃ���
�p�g���͈̂����ŏ\���ȋ��x���m�ۂł��邩���
�V���R���ߖ�Ȃ�A���^�̕�����^�̐v�A�����Ƃ������v�����j���O�̕����E�F�C�g�傫�� >>267
�o����A�V���R�����P�`��Ƃ낭�Ȏ��ɂȂ�Ȃ��c �t�B�j�b�V���[�Y�̃��W���z���܂��āA�ǂ̒��x���ʂ�����́H
�܂��A�V�i�̃��W���Ɏg�p���Ă����ʂ���́H �V�i�̃��W���Ɏg���Ӗ����ĉ���H �h�a���ɓ����Ă��鎼�C�Ƃ��A
�V�i�����Lj�C�Ɏg���킯����Ȃ��ꍇ�A��x�J������̎g�p���Ƃ��H ���V�i�̃��W���Ɏg�p���Ă����ʂ���́H ���Ȃ݂ɂ����ǁA
�V�i�J���i���g���ĂĔ�������������
���a���̎��C�����������Ɗm�F��������
�z���ނ��g�������Ȃ�����ˁH�H�H ����A�ʂɉ���>>272�ł͂Ȃ���
>>276�͎g���Ӗ�������Ȃ���Ď��� ������Č��������A�܂�ܐΊD�݂�������ȁB �����Ă�r���ŃE�F�[�u�̃V���R���������Ȃ����������ł����A�M�z�Ȋw��KE12���ォ�痬���Ă��������܂����H
�y�V���Ƃ������̂ق����������������̂Łc >>282
���肪�Ƃ�
�O�̈ד����̔����܂����c �ق����S�y�����d�߂̔S�y���ėL��܂����H
�V�i���_�炩�����Ăǂ����g���Â炢�̂�
�ق����S�y�̔�����₷�����������d�߂̂������
�������� >>284
�ق����S�y���₵�Ďg����OK �ق����S�y�͂��̔����F�����Ȃ̂Ŏg���ĂȂ����ǁA
�_�炩�߂���S�y�͊J���Ă��炭���u�Ŗ���������B ���G�ȃf�B�e�[�������ɐ�Ƀ��W���𗬂��Ă����āA���̌�ɖ{����������@���i2�x�������Ă����́H�j
�悭�����ǁA�ׂ����f�B�e�[���̕�������C�A��ǂ��o���̂Ɏ��Ԃ��|�����Ă��܂��B
���������ꏊ����C�A��f�����ǂ��o���R�c�݂����Ȃ̂��ĂȂ����Ȃ��H�����ׂ͍��|���̖_��
�c���c������Ă���ǁB �� ���̃X���b�h�͉ߋ����O�q�ɂɊi�[����Ă��܂�


